

By Paul Evancoe
The explosive bonding process has been understood for most of the last century being first observed as a result of warfare. Metal fragments from exploded artillery shells and bombs were observed to bond with other metal objects in the close proximity of the explosion. While the root cause of this phenomena was understood, it’s metallurgical and commercial value was not explored until high explosives were perfected and mass produced during World War II making the explosive bonding process reliable and cost effective. Even then, it was only patented and further developed during the 1960s.
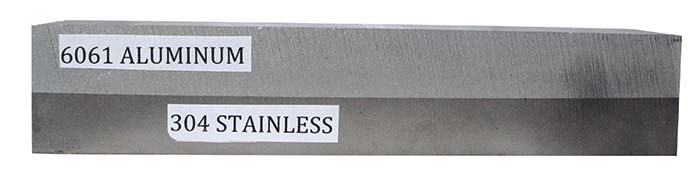
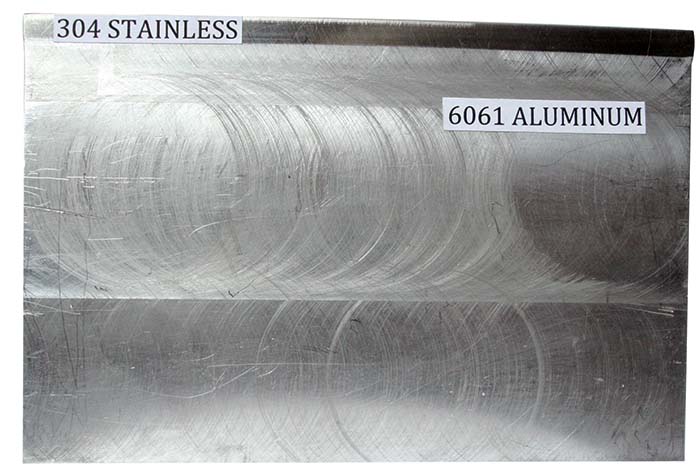
The process involves using high explosives to accelerate two metal plates together at a velocity sufficiently high enough (millions of pounds of pressure) to achieve metallurgical bonding at the atomic level. As sophisticated as this might seem it really isn’t rocket science. Two metal plates to be combined must have clean flat surfaces where they are to be joined. The plates are laid flat in direct contact with one another on an anvil and high explosives are placed on top, evenly covering the plates. Any high explosive will work, e.g., C-4, TNT, Detasheet, even ammonium nitrate if boosted. The explosives are detonated creating the bonded metal plate. The resulting transition joint (weld) is ultra-high vacuum tight giving it high mechanical strength.

This means metals as dissimilar as 6061 aluminum and 304 stainless steel can be metallurgically joined creating bi-metal billets from which the stainless steel is utilized for wear surfaces and the lighter more malleable aluminum for other non-wear surfaces. This makes it ideal for firearms construction because it can withstand drastic thermal and pressure excursions without separation.
The advantage of using explosively bonded metal in firearms construction is because it achieves significant weight savings without sacrificing the resilience and performance characteristics of steel. Neither is there the need for exotic and expensive machining processes used for metals like titanium. Therefore, explosively bonded metal can be machined without the expensive process of special handling or retooling.
The U.S. Army acts as the soldier weapons executive agent for all branches of the U.S. Armed Forces and heads the Program Executive Office – Soldier (PEO Soldier). The number one goal for all future soldier-carried equipment is to reduce the soldier’s load. In other words, make everything lighter and easier to carry. Weight reduction in pistols, assault rifles and machine guns is a worthy goal. However, light construction most always results in reduced reliability and weapon life span. Lightweight weapons made from lightweight materials simply wear out faster than heavier weapons made from heavier materials, especially when continuously exposed to rigorous combat extremes. In short, mass matters. Guns made from explosively bonded metal appear to provide a solution. We decided to find out by operationally testing two explosively bonded prototype model 1911 .45 ACP pistols manufactured by UA Arms.
The size of the explosively bonded billets necessary to build a 1911 frame is 7x5x1inches. Approximately 3/8 of an inch of 304 stainless is bonded to a 6061 aluminum slab. When machined, the stainless is used for the wear surfaces. A rough order of magnitude cost comparison of explosively bonded billets compared to conventional steel and exotic titanium are as follows: The average cost to build a conventional 1911 cast steel frame is about $150 dollars. The average cost to build a frame from a forged steel billet is around $200 dollars. The average cost to build a frame from an explosively bonded billet is $350 dollars. The cost to build a titanium frame is around $475 dollars. Compared to a steel frame, the weight saving in the explosively bonded frame is quite remarkable depending on materials used and model. Conventional all steel 1911’s average 44-46 ounces. UA guns with explosively bonded frames and slides average between 25 and 28 ounces, depending on the model.
The Operational Test Plan (OTP) was designed to test the viability of using explosively bonded dissimilar metals in firearm construction. In this case, 6061 aluminum was explosively bonded to 304 stainless steel. The advantage of using this process is firearm weight reduction without sacrificing reliability, maintainability and availability. Reliability refers to the proper functioning of the gun. Maintainability refers to how easily the gun is maintained and how often maintenance is necessary both routine and repair. Availability is a factor of reliability (failure rate) and maintainability (parts availability, interchangeability, how quickly can it be repaired and back in service) between malfunctions and breakage. Simply, availability means that the gun is in an available status when you need to use it and not broken, malfunctioning or down for repair.

The 1911 .45 ACP was selected because its performance is so well (understood) known and documented over the last 100 years. UA Arms machined ten 1911 frames with integral rails from explosively bonded billets produced by Pacific Aerospace & Electronics (PA&E). UA Arms has exclusive distribution rights from PA&E to use its explosively bonded billets in firearms construction.
Two of these ten pistols, serial #004 and #008, were randomly selected for operational testing. UA Arms custom built these pistols for close quarter battle (CQB). Both guns were ceramic coated inside and out to reduce bi-metal electrolysis and corrosion when immersed in a saltwater environment and to provide a self-lubricious coating to meet the Navy SEAL and Marine Corps special operations requirement to reliably fire a minimum of 200 rounds immediately upon exiting from prolonged water submersion without lubrication.
While testing was not focused upon match-grade accuracy, Uselton installed front blade Novak combat front night sights and Novak rear adjustable combat sights on both guns at the Operational Test Director’s (OTD) request. Novak sights were chosen because they are literally bomb proof tried, tested and proven and there was no need to test the sights, just the guns. Five 8-round blackened stainless magazines by Act-Mags were provided with each gun from UA Arms. Ten additional Novak 8-round blackened stainless magazines nearly identical to the Act-Mags were provided by the OTD.
The Operational Test Plan was designed to operationally test the two weapons using scenarios that realistically represent combat conditions and environments. Only 230 grain ball ammunition was used in the testing, which was derived from a variety of manufacturers that included Winchester, Wolf, PMC and Remington. Ammunition brand was not considered in the testing and was utilized without preference. Gun magazines were mixed among the two guns and not dedicated to a specific pistol.
Prior to turning the guns over to the Operational Test Director (OTD), UA Arms conducted a technical test with Serials #1004 and #1008 under fall-season outdoor dry range conditions. Each gun was fired 300 rounds by UA Arms on their factory range with no reported malfunctions prior to sending them to the OTD. The guns were cleaned, lubricated and shipped to the OTD in like new condition. Please note that rounds fired outside the control of the OTD and this OPEVAL (Operational Evaluation) are not factored into the evaluation data. They are only mentioned for the purpose of gun legacy.
Operational Test Plan
An Operational Test Plan was developed by the Operational Test Director. It was never shared or discussed with UA Arms or anyone else. The OTP consisted of 6 phases of testing. It was designed so that the phases would not need to be conducted in a particular linear sequence. Each pistol was equally tested to the same limits and fired the same number of rounds.
Of note during the testing, all gun maintenance and cleaning was done under field conditions. Lubricants used were WD-40 and CRC Industrial 3-36. All reference to tactical shooting means the guns were always fired outdoors at steel and/or paper pie plates at various ranges for center of mass hits. The guns were never fired on a controlled distance range, either indoors or outdoors, aiming at bull’s-eye scored targets. The following describes each phase of testing.

Phase 1: Tropical Environment 100 Rounds
The Operational Test Director began the test regimen with experienced SWAT team officers shooting on an outdoor tactical range. The guns were fired holding them in the vertical up, down, side and level positions. Because of the 1911’s design, shooting it vertically (up and down) in itself can many times cause feed malfunctions and the OTD suspected that there could be an issue since the pistols were approximately 34% lighter than a traditional all steel 1911.
Within the first 96 rounds fired through Serial #1008 there were five feed malfunctions. The round was getting jammed between the frame’s feed ramp and the barrel feed ramp. There appeared to be an excessive gap between the two. When releasing the locked-back slide (using the release lever to close the slide after reloading) there were also three slide malfunctions where the slide would not carry the next round fully forward and return in battery. Additionally, the slide did not cycle properly during shooting all of which was attributed to a weak recoil spring. Most attention getting, the all-aluminum grip safety failed to work at all. This was attributed to excessive wear from UA Arms’ previous technical testing.
Within the first 80 rounds fired through Serial #1004 there were eight failure to properly feed malfunctions. Like serial #1008, the feed ramp was suspect as was the recoil spring. This gun also had a slide release lever that was too tight to allow easy slide release using one thumb. And, like serial #1008, the grip safety didn’t work for the same reason.
At this point the OTD made the decision to return both guns to UA Arms for the fixes. UA Arms replaced the recoil springs with heavier springs that provided positive slide return/closure. They also polished the lower and upper feed ramps on both guns. To cut weight, Uselton had originally equipped both guns with aluminum grip safety levers that were too soft to withstand the wear from technical testing. Both grip safety levers were replaced with conventional steel levers and the problem was eliminated. UA Arms again test fired each gun an additional 300 rounds on his own range. The guns were returned to the OTD in 6 days in a like new condition and the OPEVAL was resumed. As these fixes were minor not requiring factory (depot level) maintenance, it is important to note that the OTD could have affected these fixes on his own if he had chosen to do so. Rather, outside of the OTP, he chose to test UA Arms’ factory repair turn around which proved excellent.
Phase 2: Winter Environment 400 Rounds
Both guns were lightly lubricated at 28F ambient then fired 100 rounds each on the OTD’s West Virginia tactical range without experiencing malfunction. The guns were again lubricated (not cleaned) and each loaded (rounds chambered and placed on full cock with thumb safeties engaged). They were laid on a wooden platform and fully exposed to a freezing winter environment that included periodic snow and freezing rain for a period of two weeks. Without cleaning, additional lubrication or warming, each was fired an additional 50 rounds without malfunction.
At this point the guns were cleaned in the field and closely inspected for rust, corrosion and any sign of failure of the aluminum and stainless bond. Neither gun showed any deterioration.
The next part of this phase involved fresh water and mud submersion. Both guns were loaded, hammer back, thumb safety engaged and submerged about a foot deep in a flowing freshwater West Virginia mountain brook, resting flat on a mud/sand bottom. After four hours the guns were retrieved and immediately each fired 200 rounds on a tactical range. Serial #1004 experienced a stovepipe feed malfunction on its 8th round. The jam was immediately cleared, the gun was reloaded and it shot the remaining 192 rounds without failure. Serial #1008 shot flawlessly.
The guns were cleaned in the field and lubricated, then loaded (hammer back and thumb safety engaged) and again submerged about one foot deep in the flowing stream only this time they were pushed down into the mud and covered. After 4 hours the guns were retrieved and quickly rinsed off in the stream by running them back and forth through the flowing water to wash the surface mud off the slide and frame. Both guns were then each fired 50 rounds without malfunction.

Phase 3: Temperate Environment 500 Rounds
The guns were each exposed to a demanding 500-round regimen of tactical range shooting from all positions and attitudes (vertical up and down, horizontal conventional, side and upside down. Both guns along with all their magazines were cleaned in the field and lubricated every 100 rounds. No malfunctions were experienced.
Phase 4: Maritime Environment 200 Rounds
In this phase of testing both guns were each exposed to seawater for 4 hours. The guns were lubricated and placed in a mesh nylon laundry sack that was suspended beneath a pier at a depth of 10 feet. Because of the location available for this test the guns could not be loaded with chambered rounds but loaded magazines were installed. Following the 4 hour exposure the guns were retrieved and fired 200 rounds each without lubrication using the tactical regimen referenced previously. Both guns performed flawlessly.
Following this the guns were both rinsed off with fresh water, cleaned in the field, lubricated and closely inspected for rust, corrosion and any sign of failure of the aluminum and stainless bond. Neither gun showed any deterioration.

Phase 5: Desert Environment 240 Rounds
The Operational Test Director was limited in this test phase because of the physical location and the lack of availability to an actual desert environment. Simulating a desert environment was attempted by open carrying the guns in a nylon mesh sack during lengthy sand dune walks in the Virginia capes. Granted, the sand in some deserts, depending upon their location, more resembles fine powder rather than granular sand. This limitation to testing could not be simulated without actual exposure to that particular desert location. The next best simulation was to expose the guns to blown sand.
Following exposure to windblown sand for 30 minutes, both guns were loaded (round chambered with thumb safety engaged), placed in an oven and heated to 130F for 4 hours. The guns were removed and immediately each fired 80 rounds. This sand-heat-shoot cycle was repeated three times with the guns being cleaned in the field, lubricated and closely inspected for any sign of the aluminum and stainless bond after each 80 round cycle. Serial #1008 experienced a failure to feed malfunction on its 4th shot. The slide didn’t quite return to full battery. After being rapped with the palm of the hand it closed fully and fired flawlessly during the remainder of this test phase. Serial #1004 failed to feed on its 82nd shot and like its sister gun, it didn’t fully return to battery. The unspent round was manually ejected with a snap of the slide and the gun continued to fire flawlessly.

Phase 6: Drop Testing 60 Rounds
Drop testing is usually done at the start of testing. Because these pistols were unique, the OTD made the decision to conduct potential destructive testing last. Both guns were cleaned, lubricated, and loaded (round chambered, thumb safety engaged), then dropped from a height of 6 feet onto a hard concrete pad. For safety, the guns were suspended above by their trigger guards and remotely released. Once on the concrete pad, they were retrieved and each fired 20 rounds. The drop test was then repeated twice again as was the firing cycle. Both guns fired flawlessly.
The guns were cleaned in the field, inspected for drop damage, and any sign of failure of the aluminum and stainless bond. Outside of some minor superficial gun finish bruising, neither gun showed any component damage or bond deterioration.
Conclusions
- Test data reflects that the UA Arms 1911 .45 ACP CQB is a reliable combat pistol.
- Explosively bonded aluminum and stainless construction in this pistol makes it approximately 34% lighter than its steel counterpart while exhibiting superior ruggedness, wear resistance, reliability, maintainability and availability.
- Because of the gun’s lighter weight, it cycles much faster.
- The UA Arms explosively bonded 1911 CQB does not require attentive maintenance and possesses superior aversion to corrosion, rust, and internal part seizure.
- CQB variant’s weight and the feel of its action (form, fit, function) provides quicker sight acquisition when engaging multiple targets.
- Because of its aluminum-stainless construction, it possesses a very low magnetic signature when compared to a conventional 1911.
- Internal parts are completely interchangeable with conventional 1911s and they can be mixed as required.
- Training and use is identical to conventional 1911s.
- By nature of the 1911’s design and operation it generally is not fitted with a sound suppressor as the additional weight on the barrel results in failure to eject and feed depending upon the gun’s vertical up/down attitude when firing. While not part of this test, the Operational Test Director believes the UA Arms explosively bonded 1911 CQB may possess the ability to function reliably with a barrel-mounted sound suppressor perhaps also manufactured from bonded material.
- Based upon the results of this testing, the OTD unconditionally endorses the use of explosively bonded materials in the manufacture of all firearms from pistols to machine guns.
(About the Operational Test Director (OTD): Mr. Evancoe is a retired Navy SEAL. During that time he served as an OTD for the SEAL Weapons System during assignment to the Commander, Operational Test and Evaluation Force. Following retirement from the Navy he served as the Director for Special Operations at the Office of the Coordinator for Counterterrorism at the U.S. Department of State, Director of the Office of Emergency Response at the National Nuclear Security Agency, Vice President for Military Operations at FNH USA, president of Aegis Industries, and Liaison Team Lead for inter-agency explosives technology subject matter experts at DHS Science and Technology Directorate’s Explosives Division. He is also the author of three military action novels; Own the Night, Violent Peace and Poison Promise).
| This article first appeared in Small Arms Review V19N1 (January 2015) |






