


They were called the “Whiz Kids,” – a bunch of overachievers that were called to duty in the late 1960s at the request of Robert McNamara. Their job? To assist him in running the U.S. Department of Defense. It would mark the first time the Defense Department would be run like a business, with modern management systems, operations research, game theory, and computing. The legacy of the Whiz Kids included the closing of iconic, yet money losing entities, like the Springfield Arsenal, along with programs that yielded the F-16, F/A-18 Hornet, and the A-10 Thunderbolt II ground-support aircraft. Although many of the Whiz Kids were from industry, they respected the viewpoints of highly regarded tacticians, like U.S. Air Force’s Col. John Boyd, who, with Colonel Everest Riccioni, and Pierre Sprey were proponents of a new close interdiction aircraft called the AX (Attack Experimental)
From the day of its inception to this present day, the AX – later designated A-10 – has been a subject of controversy at top levels in the Air Force. It is an aircraft that doesn’t fit the USAF mold for high speed, agile fighters, or long range bombers. Few Air Force generals supported the development and practically no one could accept that for the first time in the history of the U.S. Air Force, a single purpose, slow flying, close support aircraft was to be purposely designed to fly so low that air traffic controllers would lose contact with it. It was so vulnerable to small arms fire that the pilot’s compartment would have to be protected by titanium armor. The A-10 was to be a fixed wing aircraft designed for a role that many understood the Army’s Cheyenne helicopter was for: to carry a substantial cannon for use against armored targets.
Cheyenne helicopter or not, there was a huge motivation for the development of the A-10. Its purpose was to aid in overcoming, or at least delaying the overwhelming odds of the numerically superior Soviet forces that faced off against NATO. These were the days of the Cold War. We were so sure we understood the intent of this potential enemy that NATO leaders had even pinpointed the exact spot where the conflict would begin. Known as the Fulda Gap, it was a place in West Germany where one million troops faced off. The Soviets had more than 1,500 tanks deployed there. The A-10, like practically every piece of tactical equipment designed in the late 1960s, would be evaluated for its effectiveness in this single potential war zone.

Military tacticians studied the Fulda Gap and with simple math uncovered disturbing results. The allied forces did not have enough armament to engage all the enemy tanks. Missiles were a possibility but a decisive engagement would require an incredible and cost prohibitive number of them. Bombs would be less effective, and even together with available missiles, there still wasn’t enough available war stock. It would take too long to ramp up production should the Soviets decide to breach this Gap. Tacticians had little option but to turn their attention to “competent munitions” as a potential solution. Competent Munitions were defined as guns and rockets. These are low cost, effective, and easy to manufacture, with production lines that can be quickly ramped up during wartime.
Yet there were limitations. Guns had been used against tanks almost as soon as these new fighting vehicles appeared on the battlefields of World War I. Those years witnessed an arms race, of sorts, with bigger and bigger guns developed to defeat tanks having thicker and thicker armor plate. Since the gun had to be carried and shoulder fired by a soldier, the gun got too big before the tank did. Soviet tanks were particularly well-armored, with extremely thick side walls to protect against gunfire and rockets and a thick underside for protection against mines. Still, there remained one place these tanks were vulnerable. It was a place where the tank couldn’t get thicker without compromising its design and functionality. It was also a place where the soldier’s anti-tank rifle couldn’t reach. It was the top of the tank. Guns and rockets that would eventually arm the new A-10 would be developed to exploit this weakness. There was little the enemy could do about it.

Colonel Bob Dilger was a distinguished war hero and F4 pilot who worked for A-10 concept design leader, Pierre Sprey. Col. Dilger led the gun system development, initiating the project at the Air Force Armament Labs in 1966. By the spring of 1967, the Air Force was ready to move forward on an aircraft with a gun system that would specialize in “top attack.” The Air Force turned to industry with a challenge “to select the smallest round that would defeat the hardest target.” Beyond this, the Air Force decided to let industry develop the specification. They awarded “System Definition” contracts to Ford, GE-Burlington, Harvey Aluminum, and TRW.

Their resulting analyses took into account the defeat of the target while incorporating tactics, logistics, and system capability to develop both the round and the weapon system. This was to be an aircraft with an armament system custom tailored for the fight. Ultimately the A-10 Thunderbolt would carry a seven-barreled, 30mm Gatling gun called the GAU-8A.

The General Electric Armament Systems Department in Burlington, Vermont found itself in a unique position to win a big part of the competition. GE had perfected the design of the Gatling gun for aircraft and boasted an awesome group of talented interior and exterior ballisticians in their ammunition research department. At the time, I was a young engineer, working there on another R&D project. I wasn’t among those selected to work on the GAU-8A program, but my seating arrangement provided me with a unique vantage point. My desk, in the open office “bullpen” set up, was strategically located with the GAU-8A gun and ammunition handling system design team on one side and the ammunition development group on the other. My ringside seat was conducive to witnessing and learning, so I kept my eyes and ears open and got a first-hand look as the design unfolded.
Gun studies were performed with some “what if” ammunition designs, but not much progress could be made in the gun design until the ammunition design was complete. Trade-off studies for the ammunition included not only poking a hole through the top of the tank, but established the accuracy and rate of fire requirements as well. The study was very comprehensive. Each aircraft sortie was designed for a specific number of engagements. On each sortie the aircraft would engage the target for X seconds, at which point Y number of rounds would be fired with accuracy to assure a kill. Hit and kill probabilities were taken into account and the gun rate of fire was established at 4,200 shots per minute. Many believed the system might be more accurate than the calculations indicated. Should that be the case, the gun system would be designed so the rate of fire could be halved, thereby doubling the number of engagements possible on a single sortie.

While penetrating the tank top was easier than penetrating the side or bottom, it still presented a substantial challenge to the ammunition designers. A tungsten penetrator moving at high velocity would do the job. There was one problem. Tungsten was incredibly expensive and much of the world’s supply was in China and the Soviet Union. There were already huge demands on this valuable metal and with very little available in the free world, it would be easy to imagine that requirements from other industries would make wartime projectile manufacture a lower priority. The engineers were forced to consider another solution. A newly-available hard metal from nuclear waste called depleted uranium, or DU, was considered. In its depleted form it had very little radiation and could be compressed into the desired shape using powder metal technology. It had one other advantage that showed up in the testing. DU is pyrophoric, meaning that as soon as it passes through a target, projectile fragments break off and burst into flames.
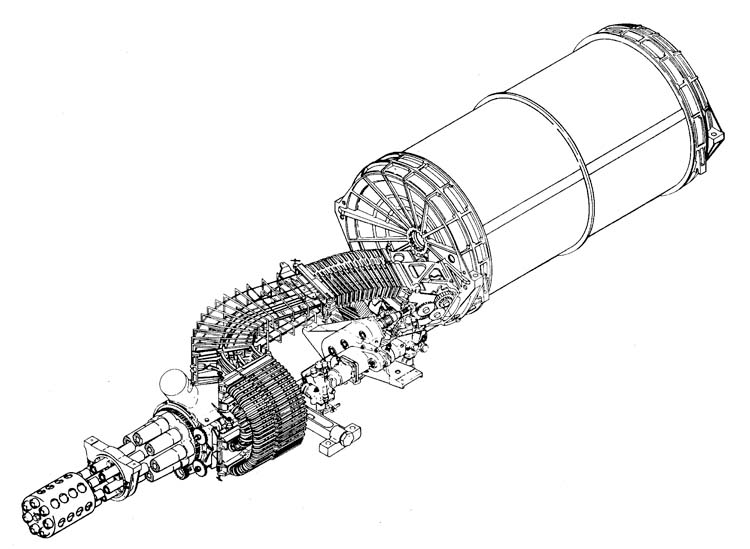
The gun and ammunition handling system design was straightforward. GE had already developed the highly reliable 20mm M61 Gatling gun. They had also perfected the linkless feed ammunition handling system that stored the bulk of the ammunition in a large round drum. An auger screw in the drum conveyed live ammunition to the Exit Unit where it was transferred to a conveyor bucket or “element.” A train of these elements transported the rounds through chutes until they reached the gun. Here, the Transfer Unit fed the ammunition sequentially into each of the gun’s seven bolts, and this same unit placed fired cases, into empty conveyor elements. The elements with fired cases (and the occasional misfired round) were transported through chutes to the Entrance Unit where they were placed back into the storage drum. As the gun was fired, the system transitioned from completely full to completely empty. The position of every round, fired case, and conveyor element was controlled 100% at all times throughout the cycle. This was a major secret to the high system reliability.
Each time the pilot hit the trigger, the entire 1,350 rounds (fired and unfired) were put into motion, accelerating until the gun rotor was turning 600 revolutions per minute and the 4,200 shot per minute firing rate was achieved. It was a challenge to design a lightweight, yet robust hydraulic drive system, yet there was one major concern that complicated the design even more. To prevent rounds from cooking-off in hot chambers the gun had to be clear after every burst. The M61 Gatling guns used “hold back” clearing that kept the sprockets, rotor, bolts, and conveyors timed together by continuing to feed the gun bolts, but prevented them from moving forward to fire. This worked well, but also means that eight or so live rounds would not be fired on every burst. The 7.62mm Minigun used diversion clearing that sent the same number of unfired rounds overboard at the end of each burst. Another successful clearing method used a de-clutching feeder that almost instantaneously stopped feeding the gun bolts and allowed the gun rotor that housed them to rotate freely, firing the last round and clearing the fired cases from the weapon. The huge 30mm rounds could not be dumped overboard or carried out to the battlefield only to be returned unfired. Nobody even wanted to try the declutching feeder concept. This would have necessitated all moving ammunition handling system components and ammunition come to such a quick stop that system inertia was sure to develop extreme loads and result in failures. A clutch big enough to do this job couldn’t even be imagined. The GAU-8A gun system needed every round accounted for and available to be fired. Another method of clearing had to be found.
There was one other way. It had been considered early during the M61 development, but was seen as potentially problematic and was discarded. That method is called “reverse clearing.” Reverse clearing means that all the system components remain in time with each other but at the end of every burst the hydraulic drive system would be shifted into reverse, changing the direction of every component in the gun and ammunition handling system. Not only would this require high-strength components, but would mean that fired cases just leaving the gun would reverse direction and be rechambered. What’s more, when the gun was fired again, some of these cases would be making a third visit through the barrel chamber. The concept was risky, but the hydraulic drive system was purposely designed for reverse for clearing. A young engineer named Richard Tan was almost solely responsible for the hydraulic system – a design that worked flawlessly. With clearing under control, the system design process continued with emphasis placed on minimizing weight, power requirements, and system reliability.
As I said, I wasn’t on the GAU-8A design team but the location of my ringside seat did offer unique advantages. One day on my way back from the coffee machine I walked past a darkened conference room where I saw a high speed video of the GAU-8A feed system being reviewed by the gun design team. The photographer had flooded the area with light in order to see the black parts better, but the light illuminated the flying grease and other debris, obscuring the view. Steel parts could be seen waving about as though they were made of rubber. The camera had been set so close to the moving parts, it was difficult to tell one part from another. In spite of the distractions, the film showed that control of the round was being lost in the cycle. Chief project engineer, Bob Kirkpatrick, and his team watched it carefully to determine the cause.
After one run through the film, Kirkpatrick explained how he saw the events and what he believed caused the round to go out of control. Watching from the doorway, I was surprised to hear an explanation that was completely different from what I thought I’d seen. Everybody agreed with Bob’s explanation. I must have missed something. I was happy when they decided to run it again. Unnoticed, I entered the conference room and took a seat. After the film ran again, Kirkpatrick repeated the first explanation and everyone started discussing possible solutions.
Given my short time with the company and status as the “new guy,” I probably should have held my tongue, but I couldn’t stand it. I blurted out, “Hey guys, that’s not what I saw at all.” I asked them to run it again and I explained what I thought was happening and what was causing the problem. Besides a number of “NO WAY’s” I also caught a few looks that said: “What the hell are you doing here? This isn’t even your project.” I persevered. Just as the film ended, Jay Trumper – their boss, and mine, came in to check on the progress. Kirkpatrick ran the film again for him. Kirkpatrick explained the problem – but this time it wasn’t his original explanation, it was mine. I smiled, left the room and went back to my desk to finish my coffee. It wasn’t much of a contribution to a great gun system, but it was something, and it was fun.
After some research, the ammunition engineers determined there was already a round that was close to meeting the requirement; it was the 30mm Oerlikon 304 RK round. There was one drawback, and it was major. The case was steel and that would make the system unbelievably heavy. Something had to be done. Amron, GE’s ammunition partner for the study, suggested aluminum cases could be developed that would shave off 800 pounds on a fully loaded system. Problems with aluminum cased ammunition were challenging, yet well understood. Such a design might have a chance if the right engineering talent could be found, and it was.
Leading the aluminum case study was an Austrian gun designer who, like Werner von Braun, was recruited out of Nazi Germany during Operation Paperclip to aid the U.S. defense industry after World War II. Otto von Lossnitzer had already completed the successful development efforts on the M39 Revolver cannon used in the F5 aircraft, and now worked at Amron.
Von Lossnitzer had a very complete understanding of what it takes to make a reliable cartridge. He espoused a philosophy that characterized the life of a cartridge into four stages. In the first place, a cartridge must function as part of a package. Its construction is such that it holds its components together, protecting them from the environment and keeping them together and functional. Even if the cartridge is subjected to rough handling it must keep the component parts intact. In the second place, the cartridge is part of the machinery in the feed system, where it is fed through sprockets and transported in conveyor elements through chutes, where it is capable of withstanding high speed stops and starts. Its third and most challenging job is as a pressure vessel. During firing the cartridge case has to be the element that seals the chamber under extremely high pressure, returning back to its original shape after firing, lest it stick in the chamber and cause high extraction loads. The fourth job of the case is essentially as a scrap metal, yet before it is relegated to the recycler, it has to cleanly extract and eject from the gun system, often being required to retain its shape so that it can travel smoothly through the ammunition handling system. In other instances it is merely deposited into a case collection bin.
Von Lossnitzer’s testing uncovered two major problems. Either the cases were too soft and stuck in the chamber or they were too hard and resulted in case splits. High speed gun gases escaping through split cases, damaged barrels. In some instances a situation arose where the aluminum ignited and melted the chamber and bolts. Primer selection was also tricky. If the primer was too big it caused the powder to ignite too fast making pressure go high. If the primer was too small, it was also too slow and resulted in hangfires. In all externally powered gun designs, hangfires are extremely dangerous since the bolt unlocks and extracts the round every time, whether the round has fired or not. Von Lossnitzer settled on a proven percussion primer, steering clear of electric primers because of well-documented explosion hazards in high radiation areas-like those found on airfields.
In order to use the aluminum case, careful stress analysis of the barrel was required. This was necessary to assure the chamber did not stretch beyond the point where the aluminum could spring back. If it did, case extraction loads would be high, raising the power level required by the system. Elsewhere in the barrel there were other concerns. In order to get the 5,000 grain projectile spun up to achieve stabilization at the velocity of 3,200f/s, the barrel would have to be seven feet long. Plastic rotating bands were placed on the round to extend barrel life after they learned that the traditional copper rotating bands, reduced barrel life by a factor of three.
Each design review was attended by Col. Dilger, who usually left GE pleased with the progress being made on the gun. As they neared design completion, the sizes and weights of the system were established. GE prepared for the review by Col. Dilger, and the airframer, Fairchild. They knew Col. Dilger was onboard with the design, but from past experience with airframers who always wanted sleek lightweight aircraft, they were afraid Fairchild would not accept the huge ammunition drum that necessitated a jumbo sized fuselage. But Fairchild understood the task at hand and there was no push back. Fairchild just made the fuselage as large as needed to accommodate the ammunition drum, even though the gun and AHS represented a full 16% of the weight of the aircraft.
When the first gun system was built and tested, nobody could believe the belching smoke that spewed from the muzzle. It was an awesome sight that caused many to wonder if it could ever be made to fire safely from an aircraft. The engineering team searched through the system to find places where control of the round could be lost. As quickly as they did, they came up with a fix and implemented it. They verified each fix by filming with 16mm high speed cameras to assure the problem was solved.
After the gun system design was well underway, the Air Force decided they would complete the A-10 gun system design with the development of a unique ground support loading system. The system was required to download empty fired cases while uploading the ammunition handling system. It had to be fast, practical and reliable. After all, what would be the sense in designing an aircraft with a rapid firing gun system to effectively engage the enemy in multiple sorties, only to have it become bogged down during the loading and unloading of the ammunition? The Air Force wanted ammunition boxes that would be loaded at the factory then sent to the field where they would interface seamlessly with loading equipment. The ammunition boxes were to return to the ammunition factory with fired cases ready to be scrapped out and replaced with live ammunition. The concept favored by the Air Force involved a plastic tube that housed the rounds. With a round in the tube, the cartridge/tube combination became a cylinder and no longer a tapered object with a nose that could tip and jam the rest of the rounds in the box. The tubes were connected to each other with two knit circular cloth rings. The Wayne Coloney Company, a small engineering company in Tallahassee, Florida won the development contract and perfected the design.
After the development of the A-10 gun, ammunition, ammunition handling system, and loading system was complete, the aircraft went on to be one of the most effective in history. On the second week of the first Gulf War, two A-10s and one C130 were deployed against a 71-vehicle convoy. Together they destroyed 58 of them in short order. Later in the war, two A-10s on a single engagement, were credited with killing 23 tanks with the GAU-8A cannon in just the kind of scenario the system was designed for. Some of the Air Force top brass even changed their opinion of the system. Take for example the reaction of Lt. Gen. Charles Horner who was Air Commander during the first Gulf war: “I take back all the bad things I said about the A-10’s. I love them. They are saving our asses.”
It was possibly the first time an airplane was designed around a gun system. Development of the gun, the ammunition, the feed storage system, and even the loading system were all well thought out and well-executed. The aircraft design was beautifully conceived and tailored for the mission. When used in combat in the first Gulf War and Kosovo, its loss rate of 1 per 3,100 sorties was far better than the 1 per 1,300 loss rate developed by the highly touted F-117 stealth aircraft. In spite of this, many A-10’s have been sent to the bone yard in New Mexico, while most of the rest have been shuffled off to air national guards. Two of its major proponents, Pierre Sprey and Col. Bob Dilger are still in the game, now desperately trying to draw attention to a future aircraft with similar characteristics. From all indications, USAF top brass is showing little interest, with the new multi-purpose F35 aircraft with its 25mm cannon designated to takes its place. We can only hope these leaders are making the right decision.



| This article first appeared in Small Arms Review V15N5 (February 2012) |





