


By Thomas Hoel
Uzi!…. For years the mere utterance of the word has sent the heart pounding and the pulse racing in the minds of soldiers, Hollywood producers, and homegrown Walter Mitty types alike. This near mythical creation out of the brilliant mind of Uziel Gal (Galilei) has risen from the depths of despair of a nearly stillborn young nation, to its current status as THE defining image of at least three generations. There is almost no place on earth that the name, or image, of the Uzi Submachine gun cannot be found such that this universal familiarity has led to its being one of the most popular firearms on the collectors market today.
Available Guns
Unfortunately for the NFA weapons collector in these United States, the Uzi SMG is not as readily available as its worldwide status would suggest. Due to our controlling firearms laws and the market demands of past years, the collectible versions of the Uzi have come to be defined by three distinct variations.
Any fully transferable factory produced, foreign made gun (SMG) would have to have been imported prior to 1968 and the enactment of the Gun Control Act. In this category there exist two variations of the type: the Israeli/IMI produced originals, and the license built clones produced in Belgium by FN-Herstal. But before you start looking for one of those be aware that very few of either origin were ever imported prior to 1968 and they command a premium price!
The only other option for a Factory produced SMG is either the large number of dealer sample/law enforcement guns that were imported between 1968-1986 (which are restricted to acquisition by civilians who are Special Occupational Tax Payers only), or the US manufactured SMGs produced in the middle 1980s by Group Industries Inc. of Louisville, Ky. The Group guns are factory produced SMGs, accurate and exact in every detail, as they were manufactured on jigs and tooling obtained from FN, often using original FN produced parts obtained in the deal. They are also all fully transferable. Group guns are available for approximately less than half the cost of a Pre-68, fully-transferable, foreign produced, original gun and they are just as good as the originals. The differences are in finish only, and as a bonus the Group guns were offered from the factory in .45ACP and .22LR calibers, in addition to the standard 9mm caliber. It has been reported that very few of the non-9mm calibers were delivered from the factory as such. Group also sold caliber conversion kits as an accessory item. There have been a few problems with later Group Industries Uzis, mostly related to the bolts. Installing a factory Uzi bolt seems to alleviate the problems.
The last, and most common, version of the NFA collectible Uzi SMG are those guns that originated as Title I semi-auto carbines, and were later converted to select fire and registered with the NFA (National Firearms Act Branch of BATF) as transferable SMGs. These guns come in two distinct flavors. First is the “registered receiver conversion”, whose registration status allows the receiver to be modified to the factory original SMG configuration. The second is the “registered bolt conversion”, which employs as the registered item a special bolt that has been manufactured to fit and function in the receiver of a standard, unmodified, semi-auto carbine but in the select fire, open bolt, mode of operation. This type of conversion cannot legally employ some of the standard SMG features that would require receiver modifications, as discussed below.
These two types of conversion guns are our topic of investigation, as there are many variations. As with all conversions, there exist guns that were converted correctly and safely, and there are those that bear watching out for. A thorough understanding of the accepted practices used in a proper conversion of each type will allow the prospective buyer or current owner to gain maximum enjoyment from this gun, while avoiding a potentially bad experience.
The Semi-Auto Carbine
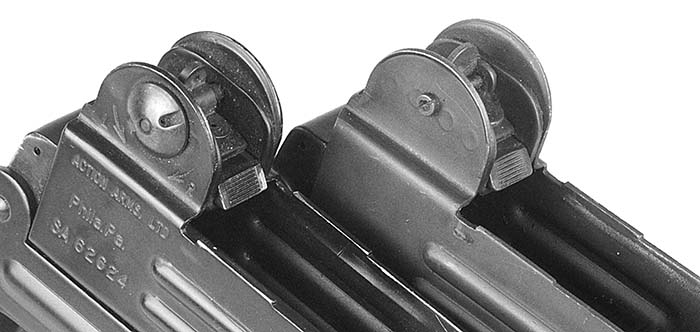
It must be first understood that Action Arms Inc., over the course of the years they were importing the semi-auto guns, imported two different versions the Uzi semi-auto carbine. These versions were officially known as the Model A and the Model B, and they were essentially identical mechanically, except for certain small differences, some of which were also being incorporated into the factory SMGs at this time too. The most noticeable difference was the arrangement of their sighting systems. On the Model A the sights are identical to the original SMG design, in which all adjustability for windage and elevation is accomplished by movement of the front sight elements. The rear sight is a fixed peep, adjustable only for two range settings of 50m and 100m. Part of the problem was not taking into account the change from a 10 inch barrel on the SMG, to the 16 inch barrel on the semi-auto. The Model B incorporated a new sighting system which allowed elevation adjustments on the front sight post, and windage from the rear sight peep, in addition to the range selections. The operational difference is that the Model B does not require any special tool to make adjustments, whereas the Model A requires a dedicated sight tool. Also, on the Model B, the front sling swivel rotates a full 360 degrees, while on the Model A it cannot rotate through a full arc. On early versions of the Model A the bolt face was also slightly different. Early imports had a full cartridge seating bottom rim, whereas later Model A (and all Model B guns) incorporate a relieved lower cartridge seat face to hinder easy conversion to full-auto fire. This became an important distinction when legally converting these guns, as discussed below. There is a perception that the Model A was a better candidate for conversions, as it was closer to the original SMG and could be converted more easily, in some cases. On a few of the very early examples of the Model A, the blocking rail was not adequately welded, which may be the root of that bit of MG Lore.
As an aside it must be pointed out, that while all Israeli manufactured semi-auto carbines were imported by Action Arms Inc., there was also a clone of the semi-auto carbine made by Group Industries here in the USA Group Industries started making SMGs and when the 1986 making ban occurred, they tooled up for the semi-auto guns, of which there are a small number about, but nowhere near as many as of the Action Arms imports. And though it has never been reported that the Group semis were available in time to be receiver registered, as transferable SMG conversions prior to the 1986 making ban, many have apparently been used as the host guns when installing NFA registered, conversion bolts. The design and quality of Group Industries guns rivals that of the Israeli originals, and there should be no hesitation in their employment as host guns for bolt conversions. For our purposes here we are only concerned with original Israeli-made guns, and possibly these Group Industries clones when used as the basis for a conversion with a Registered Bolt. It should be noted that there were imported at differing times, and by differing importers, unlicensed, cheap copies of the semi-auto carbine made by Norinco in China. These poor quality guns made it in under the name of “Officers’ 9”, long before the semi-auto import ban, and long before the ‘current’ rash of Norinco Uzi Carbine clones, imported as sporter rifles commonly seen with thumbhole, sporter style fixed stocks. Despite when (and under which name) these Chinese copies are encountered, it must be very clearly stated that they are extremely poor copies, with regard to metallurgy, fit, and finish. They are so poor as to preclude discussion here. Due to the timing involved, very few of the Chinese guns would seem to have been in-country and able to be registered prior to the 1986 making ban, but some may have been used for an SMG conversion with one of the many legally registered conversion bolts. Under no circumstances could this be recommended, as these guns are so poorly made as to be potentially impossible to make them function reliably with a conversion bolt installed.
What’s So Different About a Semi-auto Carbine?
Like other semi-auto derivatives of ex-military pattern machine-guns, the Uzi semi-auto carbine had to undergo a significant redesign from the SMG parent in order to pass the BATF’s measuring stick to allow importation and sale to U.S. citizens as a Title I firearm. Obviously, such changes are made with the intention of NOT allowing an easy conversion into a machine gun, and it is important to fully understand these engineering changes. A proper, safe, and legal conversion will have retained the inherent safety features of the parent SMG design, while rendering as close as mechanically possible a virtual copy of the SMG functionally and aesthetically. Israel Military Industries (IMI), unfortunately for the NFA collector community, went far beyond the absolute minimum changes required from the SMG design to allow importation and sale in this country. These extra semi-auto only features are the central focus of most of the complaints leveled at conversions of these guns, with regard to function and user-friendliness.

The differences between a functional conversion (one that merely duplicates functionally, full-auto only, or selective fire), and a complete conversion (one that virtually replicates the original SMG in all aspects including function, parts interchangeability, and appearance), are significant. They can cause extreme variation in the fair price range of differing guns. To gain a complete understanding of the selection and desirability of available guns out there, let’s first take a look at the basic mechanical differences between the SMG and the semi-auto carbine (as originally imported).
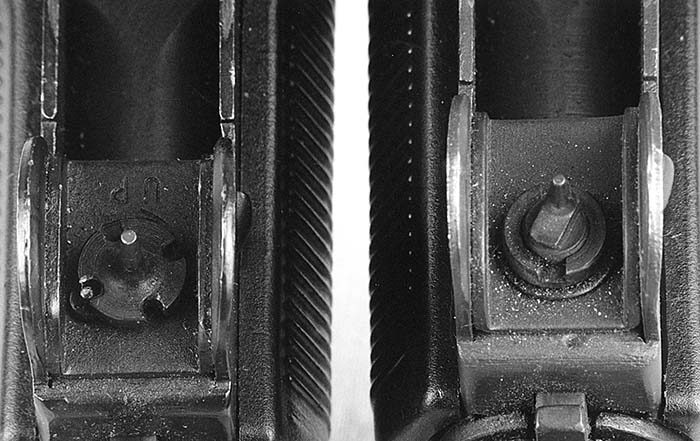
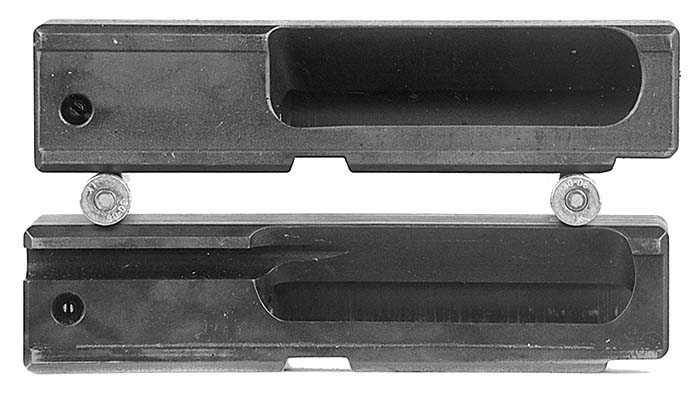
The single most important difference between the original SMG and the semi-auto carbine is in the respective methods of operation. The SMG fires from the open-bolt position using a fixed firing pin. The carbine had to be redesigned to fire from the closed-bolt position, utilizing a striker. This was solely to pass importation restrictions based upon a pending ruling prohibiting the manufacture of semi-auto Title I guns that fired from an open bolt. To this end there were several significant design changes made. The first was the installation on the rear upper right side of the sheet metal receiver of a long piece of rectangular shaped metal bar (known as a ‘blocking rail) that prevented the drop-in installation of the SMG type, fixed firing pin, Open Bolt. In order to accommodate the blocking rail inside the receiver the semi-auto bolt has a full -length notch cut in its upper right side to allow passage over the blocking rail. Since the gun could not use a fixed firing pin a striker mechanism was incorporated into the bolt group, which now comprised a slightly shorter Bolt with a full length hole drilled through its center to accommodate a moving firing pin, this pin came forward upon, sear release, to strike the cartridge primer. The bolt itself now merely reciprocated within the length of the receiver housing, with each shot closing upon the freshly chambered round. The the striker assembly stayed caught by the sear in the same rear position of the former SMG open bolt. The striker assembly itself comprised the long firing pin and square section of steel that had a sear holding notch cut into its bottom surface, along with a separate spring to provide the striking energy. The semi-auto now had two separate spring assemblies; the main recoil spring (attached in the familiar place on the bolt itself), and the smaller striker spring. There is an interconnecting slot cut into the left side bottom of the semi-auto bolt to mate with the long arm of the striker assembly. This assures proper alignment during movement. Due to the fact that the striker arm (contained the single sear notch) the right bottom ridge of the semi-auto bolt that would normally contain a sear notch in the SMG bolt is milled open from the rear of the ejection opening, to slightly ahead of it. The SMG bolt is solid on the top and side faces, except for the sear holding notch, and the ejection port opening. To finish out the bolt group changes, the SMG has a different type of extractor than the semi-auto bolt. The lip of the semi-auto extractor is considerably thinner and shallower than that installed on the SMG bolt, for unknown reasons. It is clearly desirable to have the SMG version installed in a full-auto gun, and probably any version of the gun. They are completely interchangeable. Lastly, a note is in order on the two different kinds of semi-auto bolts that were installed on the Model A guns, as this has an important bearing on how these guns may have been converted to the full-auto fire mode. When IMI first designed the Model A semi-auto bolt the bolt face was identical to the SMG open-bolt design (save for the deletion of the fixed-firing pin) in that it incorporated a full-circumference cartridge holding rim. This cartridge holding rim was designed to snap around the base rim of the cartridge and hold it in position as it entered the chamber, just prior to contact with the fixed firing pin. Later Model A, and all Model B, guns have the lower section of this rim machined off, as another disabling design feature, to preclude easy modification to full-auto fire, as will now be discussed below.
Now, with the mode of fire changed, the fire controls had to be similarly altered. All fire-control parts are contained in a separate housing attached centrally below the receiver of the gun, and which also comprises the pistol grip and the magazine well. The SMG fire-control assembly allows for three control positions, safe, semi-auto, and full-auto. The selector levers have a small right angle, finger-like, bent piece of metal which, in a SMG installation, moves forward and bypasses the disconnector function in the fully forward full-auto position. For semi-auto fire to occur it is placed in the middle position, where it can function the disconnector, releasing the sear after the trigger nose drops. To force the condition of semi-auto only operation, whereby the disconnector is activated continuously, it would be required to mechanically preclude the selector from moving forward past this point. The alterations were made to the semi-auto grip housing by adding a small block of metal inside the front center shelf of this housing to preclude the selector lever from moving forward enough to engage the full-auto position on the trigger nose, and by-pass the disconnector. The selector levers themselves are the same except for deletion of the third select position notch. Very early semi-auto selectors were identical to the SMG versions, and had all three control position notches already cut. Later versions deleted the third position. Concurrent with the changes in the semi-auto guns which resulted in their being redesignated as Model B, all versions of Uzi selector levers had a vertical safety tang added to the upper surface of the lever, which prevented the sear from dropping (by blocking the left underside sear finger, in the same mechanical fashion as the right underside finger is blocked by the vertical tang of the grip safety) until the selector switch was moved into one of the Fire positions.
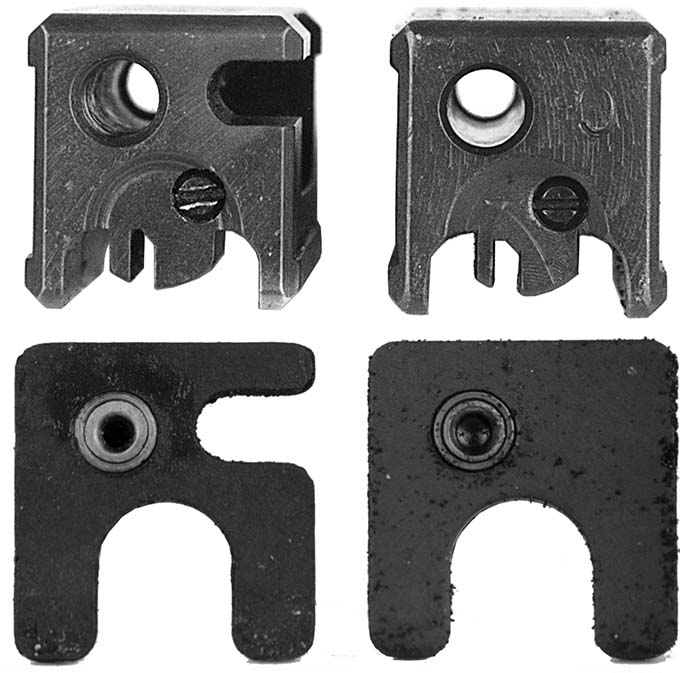
The only other difference in the fire-control parts relates to the sear itself. The SMG sear is quite noticeably larger on the fingers that protrude up into the receiver to catch the bolt. In comparison, the semi sear, because it only had to restrain the much lighter striker mass, has smaller fingers. The smaller semi sear will work but is NOT recommended, as excessive wear can result. A proper conversion will have the sear projection holes in the bottom of the receiver milled out to the correct dimensions to allow the factory SMG sear to be installed and function. This was not always done, and on conversion guns utilizing a Registered Bolt it may be looked upon as an illegal receiver modification by BATF, unless the bolt was permanently married to the receiver by serial number on the transfer form. (A note on all Uzi sears: the sears, by design, are made to a less hardened surface treatment than the bolt so that when wear does occur, and it will, the comparatively cheaper sear can be replaced rather than the entire expensive bolt. A highly worn sear can allow runaway fire, in slips over the rounded, worn, sear fingers so always check the sear condition on regular basis!)

Lastly, on the fire control group, the axis pins that hold the lower receiver control group onto the upper receiver have two different size mounting pins/holes, again to preclude a direct swapping of the SMG group onto the Semi-auto receiver. The SMG uses a 5mm pins and receiver holes, while the semi-auto guns use 7mm pins and receiver holes. This prevents an SMG lower from being pinned on without enlarging the pinholes in the SMG trigger housing. You will still have to use 7mm pins to mount it. With the availability of parts kit guns now so abundant many people have chosen to install a real SMG lower, either for increased reliability, or just to get the Hebrew markings of the Israeli originals.
Jumping back up into the front of the receiver, we discover yet another joyous collection of maddening alterations that hinder our journey back to the world of the original SMG configuration. The two most often heard complaints about owning a conversion SMG relate to the barrel selection availability and mounting problems. IMI thoughtfully left no stone unturned when redesigning the Uzi for semi-auto sale in the U.S. Their most fondly remembered alterations prevent the installation and usage of cheap and plentiful SMG short barrels, instead forcing the owner of an SMG conversion that has not been fully SMG configured to resort to modifying and cutting down semi-auto barrels. Thankfully there are on the aftermarket barrels that will interchange. (It should be noted that possession of one of these short barrels that will drop into a semi-auto Uzi and the semi-auto Uzi itself would comprise possession of a short barreled rifle, requiring registration under Title II of the 1968 Gun Control Act). The semi-auto is different from the SMG as regards barrel mounting in two important aspects. First, the actual barrel trunnion, which forms the heart of the forward part of the upper receiver by being welded into place, has a smaller diameter passage hole for the barrel flanges than on the SMG. This prevents an SMG barrel from being slipped into the trunnion. On the front of the magazine well, inside the bottom of the receiver, is welded on both SMG and semi-auto versions a cartridge feed ramp to guide the nose of the bullet into the chamber of the barrel. On the original SMG version that is all that it is, a cartridge guide. On the semi-auto version it also contains a thick ring which serves to hold the rear end of the barrel in position on the feed ramp, but more importantly it prevents the larger rear diameter of a standard SMG barrel from being inserted and utilized in the semi-auto guns. By virtue of the SMG barrel flanges being of a larger diameter, they cannot be directly inserted and used in a semi-auto conversion that does not have these two features fixed. So one has to either cut and recrown the semi-auto barrels, or turn down the flanges on the SMG versions. A proper and complete conversion will have had the trunnion passage hole bored out to SMG spec, and the barrel ring milled off the feed ramp.
The last important difference between the SMG and the semi-auto carbine is in the design of the top covers. The SMG cover has an extra mechanism in the cocking track designed to prevent inadvertent discharge of the weapon if the cocking knob is accidentally released prior to full rearward travel being reached and sear lock-up of the bolt. This is commonly called a ratcheting top cover, due to the small ratchet mechanism which will catch and hold the bolt. This is only a feature in the open- bolt guns. It is not found, or needed, in a closed bolt firing weapon. The visible tip off to identification is the row of ratchet teeth along the side of the top cover bottom track. Semi-auto tracks are smooth for their entire length. There is also a slight difference in the length of the cut opening between the SMG and semi-auto carbine top cover tracks, which will be explained below. A proper conversion need not have this ratcheting top cover to function correctly, but anything designed, and available to the owner/operator, for safety reasons should be utilized. It is not possible to modify the semi-auto top cover for this ratcheting mechanism (for all practical purposes at least), so most complete conversions will have this entire assembly exchanged for a standard SMG unit. The other bonus benefit to this exchange of top covers is that the semi-auto carbine has a lengthy and annoying warning against illegal conversions stamped into the cocking knob slide, and since we’re discussing a legal NFA registered weapon, it’s only fitting to eliminate such aggravating visible verbage on the exterior of the weapon. (See Photo on page 73.)
There is one more aesthetic difference between the semi-auto carbine and the SMG. Both guns could utilize either a folding metal stock or a fixed wooden one. The folders attach semi-permanently in the same fashion on either gun, but on the SMG the wooden stock is provisioned for quick detachment by a release lever on the stock underside. On the semi-auto carbine, the wooden stock is semi-permanently attached. The SMG quick-detach wooden stock will interchange for those who so desire.
The Three Conversion Methods
Now, with an understanding of the various mechanical differences between the SMG and the semi-auto carbine, it is relevant to discuss the actual mechanical methods of conversion that will be found on a NFA registered Uzi carbine SMG conversion.
It did not take long after Action Arms Inc. began importing the first carbines to the USA in 1980. Before some very industrious minds began to figure out how to convert the gun into a full-auto firing (versions in full-auto only, and selective full-auto fire) submachine gun.
The first type of conversion took clever advantage of the design of the striker-fired, closed-bolt, semi-auto mechanism in spite of all that IMI had done to prevent easy conversion. In fact, some of the IMI changes actually facilitated this type of conversion! Recall from above, that the first Model A guns to come in were slightly different than all those that followed. IMI had forgotten a few very important details it seems! For the open-bolt mode of fire, the full-circumference rim on the bolt face, designed to guide the cartridge into the chamber prior to the fixed firing pin striking the primer cap, is critical. Without this lower rim on the bolt face the cartridge bottom rim will hang up on the firing pin, causing jamming as it enters the chamber. The cartridge rim will climb into the bolt face too soon. On a closed-bolt weapon there is no firing pin in the way, until sear release of the striker after bolt closure and chambering, so the elimination of that lower lip is of no consequence unless somehow, that fixed firing pin, or its equivalent, suddenly reappeares! That is exactly what those industrious minds figured out how to do. If the striker could be attached to the rear of the bolt it would act as an open bolt, with a fixed firing pin protruding at the bolt face. Even simpler, it was noticed that the striker spring was strong enough to carry the striker in place against the rear of the bolt during chambering, enough to cause reliable primer ignition! Now you were half way there. The earliest Model A bolts had the full-circumference cartridge holding rim already, remember? Two thirds of the way there. If you could somehow allow the selector lever (early Model A select levers had three detent notches) to move forward far enough to interrupt the disconnector function, the bolt would continue to reciprocate until trigger release…. full-auto (only)! Method one done.
In finer detail, these were mostly all registered receiver conversions for two basic reasons. Reason one, because at this time there was no economic reason NOT to register the whole gun as an SMG, and reason two, the ATF rulings which brought about the so-called “machine gun conversion parts” distinction was just beginning to get started with the “AR15 drop-in auto sear” mania and the like, with the Uzi conversion scene adding to the fire for the following reason. From the just discussed conversion method above, it becomes apparent that one could convert a semi-auto carbine to full-auto with no receiver modifications. If a new selector lever that bypassed the disconnector function could be made that could drop-in, and replace the semi-auto one directly. That was exactly what was done in some cases, with a “Conversion Selector Lever” being NFA registered as the machine gun itself, and either installed in a gun by a Class II Manufacturer or owner (on Form 1), or sold by itself. ATF promptly ruled this lever was a machine gun with the usual warning against unregistered possession, etc.
So, early Model As (with the full SMG style lower bolt face rim) can be found with this NFA registered lever as the only difference, but they will be able to fire full-auto only, not selectively. For later bolts with the lower rim machined off, it was necessary to reinstall that rim as in an SMG bolt face. This was usually done by welding a machine contoured ‘half rim ring’ back onto the bolt face itself. For the selector lever itself to NOT be considered a registerable part under the NFA, it had to be of the original design with the right-angle finger attached that engaged the disconnector (and blocking piece welded onto the front lower shelf of the trigger grip frame housing). Early Model A select levers with all three detent positions could be used just as a regular SMG part if the blocking piece could be removed, but doing so altered the ‘as manufactured’ status of the gun, and was disallowed by ATF, unless the receiver was NFA registered, and this was the only way to remain legal with a conversion of this type early on. The proper conversion method then had the blocking piece removed to replicate the SMG control housing function. Later semi-auto select levers were devoid of the third detent notch, so that had it to be reconfigured on later guns undergoing conversion. This describes the various NFA registered guns that can be encountered from the earliest conversions done. This phase lasted only about a year or so, and changed very quickly when those industrious minds went to work again, this time on the bolt itself.
Since to modify the relieved bolt face seen on most Model A guns required accurate welding and reheat treating of the bolt, it seemed easier to start with a bolt already manufactured in the full SMG configuration as regards open bolt firing requirements. If you started with a SMG type bolt the only major modification needed would be to allow placement inside the semi receiver with its blocking rail. A simple job of milling a slot in the correct location to mimic the design of the semi-auto bolt, and the gun would function in the open bolt mode. And so the now famous “slotted bolt” was born. The first versions sold openly were designed to accommodate the normal closed bolt recoil spring and buffer arrangement which was slightly longer in depth on the semi gun because the semi closed bolt did not need to reciprocate as far back into the receiver because of the striker assembly riding behind it. To this end, the cut track opening for the cocking slide in the top cover had a slightly shorter track, as the cocking slide did not need to be drawn as far back with the striker engaging the sear instead of the bolt. To retain as much of the original SMG operating characteristics as possible, it was soon seen that by replacing the semi recoil and buffer assemblies with a standard SMG version the slotted bolt could attain all the relevant dimensions of the SMG, save for the milled slot in the side. By increasing the length of the slotted conversion bolt to normal SMG spec it also restored the normal cyclic rate by virtue of the increased mass and recoil travel. The only down side to this bolt, and all future NFA registered conversion bolts of this description, is that it now required the full travel of the cocking slide to engage the bolt notch with the sear while cocking the weapon, such that it became necessary to now mill open the length of the cocking track opening to normal SMG specs too. It was often easier to just replace the whole top cover, with the added benefit of the SMG ratcheting mechanism coming along for free.
This all came to an immediate halt in mid 1982, when ATF ruled that such fixed firing pin, slotted bolts, like the drop-in selector or lever, were machine guns in and of themselves, so future manufacture, sale, and possession was to be in full compliance with the NFA. There were though a small number of legal registered receiver conversions made by using these unrestricted, restricted, conversion bolts prior to that ruling, and they were allowed (grandfathered), as they were previously lawfully, registered in full compliance with the existing laws, though the conversion bolt now needed to be married to that particular serially numbered receiver. If it ever needed replacement you were out of luck. With this restriction some of these registered receiver guns simply ditched (read: destroyed) the UN-registered conversion bolt and went ahead and finished the receiver modifications that allowed utilization of an original, solid SMG open-bolt, as these were the only bolts that remained legal for unrestricted sale and transfer after the ruling.
This is the basis then for the second most common method of conversion, that of using an NFA registered, slotted conversion bolt, in an otherwise unmodified Title 1 semi-auto receiver. These slotted conversion bolts were still made and marketed, but they now had to be individually NFA registered, and a lot of them were! The slotted conversion bolt” is operationally identical to the standard SMG open bolt, except for the milled slot in the right upper side face. All other relevant dimensions and operating characteristics are the same, with one small nod to the inescapable reality that it was to be used in an unmodified semi-auto carbine receiver. All semi-auto carbines incorporate the barrel modifications as described above such that a normal SMG bolt face, if used in an unmodified semi-auto receiver, would not properly close against the rear of the barrel chamber, as the restrictor ring which surrounds the rear of the semi-auto barrel would interfere. So, NFA registered slotted conversion bolts are slightly relieved at the forward upper bolt face to accommodate the normal semi-auto barrel and mounting setup.

With a registered conversion bolt installed, it was deemed acceptable by ATF to allow modification of the lower receiver trigger housing fire control unit any way desired, and most units were simply modified from the semi-auto to selective mode of fire, as described above. It is also perfectly acceptable to swap out the semi-auto unit for a standard factory original SMG lower, as long as the SMG trigger housing is modified (by opening up the mounting pin holes to 7mm), and not the upper receiver center block! Even with a registered slotted conversion bolt installed, upper receiver modifications are generally disapproved of by ATF, although the only specifically illegal modification is removal of the blocking rail on the right upper inside of the receiver. The caveat against modifying the lower receiver push pin mounting hole to bring it back to the 5mm SMG standard is that it may be viewed as evidence of intent to illegally convert the semi-auto upper receiver (by allowing pin-on conversion of an SMG lower housing combined with the first bolt modification method described above) if the NFA-registered bolt is ever separated. It is inadvisable to make this modification in light of that distinction. Guns found with the remaining upper receiver modifications, such as barrel trunnion and feed ramp alterations, are not illegal and add to the perceptible value of the gun if done in a professional manner. An SMG conversion using a NFA-registered slotted conversion, bolt is an excellent method of conversion as it does not overly hinder one in obtaining a near copy of the factory SMG original, and in most cases the absolute differences between a bolt gun and registered receiver conversion are merely aesthetic, with the spare parts scenario being the most common complaint. And, if you already have a semi-auto gun in your collection, the acquisition of an NFA-registered conversion bolt may allow an inexpensive changeover into the full-auto realm of the design, as it was originally intended.
The only remaining point to discuss about these registered conversion bolts is as regards their inherent value and weaknesses. All of these bolts were NOT created equal, either in materials or workmanship! If it is decided that a conversion bolt is the way to proceed a careful examination of the intended bolt is in order if you wish to maximize the usage and enjoyment of the converted gun. slotted conversion bolts were made from two distinct sources, each with its own pluses and minuses. The first and most obvious source was to simply take a factory original SMG open-bolt, and then make the two modifications to adapt it to conversion use in the semi-auto carbine, namely milling the clearance slot, and the bolt face relief cut for the rear barrel support ring. The main concern here is: Did the manufacturer of these bolts properly account for the re-heat treatment of the finished bolt. Since these bolts are normally hardened, it should have been annealed prior to machining, and then heat treated again to proper finish hardness. A finish hardness of at least Rockwell 55-56 on the C (hard, but able to be cut with a file) scale is desired to prevent premature wear of the sear holding notches and bolt face. A tungsten carbide-cutter mill may have been used instead of the heat treatment process (es), but this could lead to localized heat distortion damage (unlikely) during the milling operation(s) if it is not done very carefully. Closely examine any bolts that show evidence of stress risers, hairline cracks, crystallization or burring.
The second method involved new manufacture of slotted bolts, either from machined forgings, bar stock or investment castings. Both forgings and bar stock are common, and perfectly acceptable as base materials for a machine gun bolt, with a slight nod being given to the forged bolts as they duplicate the factory original manufacturing method, while having intrinsically better metallurgical properties. Lastly, some new manufacture bolts were made from cast steel and then finish machined. Investment cast parts are acceptable, providing that the proper manufacturing methods were employed during casting, and were to industry standards. The single most common problem found with cast parts relates to improper cooling practices which allow finished dimensions to stray from spec. All cast Uzi bolts were not created equal, and there are unfortunately cast Uzi bolts that are known to be off-spec due to a materials specification change which substituted a different alloy than originally specified. This material had a slightly different contraction rate, which caused it to cool to a finish dimension that was larger than tolerance. There ended up being a small lot of these poorly cast slotted SMG bolts NFA registered, and they are quite obvious by the fitting marks that were required to get them to function.
All of these bolts of any manufacturing method, should be heat treated for long-term service, so check the pedigree of the bolt in question and verify manufacturing specs if at all possible. As regards reported, known problems with these registered slotted bolts, it boils down to two areas. First, for the reasons above, some bolts exhibit an excessive wear profile in the sear holding notches which can lead to eventual failure to properly hold on the sear fingers. Potential dangers from run-away firing aside, this is not that serious of a problem to repair, though it entails welding up the sear notches in a jig and then re-machining them to spec (followed by proper re-heat treatment!). Secondly, some of the improperly heat treated bolts have had their fixed firing pin wear down from extended use to the point where there is not enough pin protruding to reliably cause primer ignition. The only acceptable method of repair here is to bore out the old pin and install a replacement fixed pin which can be heat-shrunk into place. These repair pins are rare items, and few people working around MG’s have any experience with doing this, but since we are talking about a registered part, repair is the only legal way to go registered slotted bolts should, of and in themselves, be of no particular concern as regards wear and longevity in an SMG conversion, as they have the full potential to meet a normal factory original parts life and utility span, if they were correctly manufactured in the first place. As with all conversion parts though, once the general design was in the public domain many different sources made and registered them and all were not created equal, so a close physical examination is advised. And if a well-worn, or even damaged or improperly manufactured, registered bolt should be found, do not discount it out of hand, as it can be repaired and restored to operational status by a competent professional. The price to be paid should reflect the overall condition, but with registered NFA items getting more valuable with time, any item with a registration paper/tax stamp is worth a close examination prior to purchase, if at possible.
“As a general rule, ANY bolt gun is worth less than a registered receiver conversion of comparable condition.”
The final conversion type is the so-called registered receiver gun. As most people understand the meaning of the term, it is qualified by one underlying distinction, the removal of the blocking rail inside the receiver to allow utilization of a standard, solid, SMG open bolt. Though we noted that there are a select few registered receiver guns, as described above, that were converted by other methods, these are not generally perceived to be of the same general class, as they still have the blocking rail intact and therefore have not been converted to SMG description. However, due to their receiver status they most certainly could be completed to full SMG spec at the owner’s discretion. The owner who wishes to do so should check with ATF Technology Branch first before doing so – and get it in writing. But for most registered receiver guns, their attraction lies in the fact that they can be fully converted to a near clone of the factory SMG, in both function and appearance. Due to the registration status, with no legal barriers to altering the receiver itself, we are free to return the receiver to its normal SMG description.
This complete conversion of the gun back to its near factory SMG description is accomplished as follows, though individual guns may exhibit various stages of completeness of the full conversion. The complete conversion is begun by removal of the bolt blocking rail in preparation for installation of a factory original SMG open bolt. The IMI design for the mounting of the blocking rail incorporated two extension tabs near each end, that located the rail by mating with opposite slots in the receiver sidewall, and then were welded in place and had the welds ground smooth prior to finishing of the weapon’s exterior. When altering the receiver for the conversion to a factory type SMG bolt it became necessary to remove the rail completely, flush with the receiver sidewall, a job best accomplished with a vertical milling cut, as the mill could be controlled to safely remove the rail flush with the receiver sidewall without causing damage. The problem with this is that the last section of the rail was installed too far back in the receiver channel to allow milling it completely free, so some ingenuity was called for. Most conversions were done by carefully milling off the rail as much as possible rearward then using a small torquing force, or shear force, to break free the remaining tab joint. Done carefully, this resulted in no damage to the receiver sidewalls, though many people apparently used alternate methods than a mill, or rushed the job or applied too much torque/shear force as twisted/dented rear sidewalls are one of the most common flaws in conversions. These sidewall flaws can be straightened, but it is a difficult job and best done by an experienced professional.
The other required major alteration to the semi-auto upper receiver, to render it a clone of the factory produced SMG, was the conversion of the barrel mounting points. The barrel trunnion through-hole needs to be opened up to the SMG factory spec diameter, and properly converted guns will have had this done by line boring to the axis though more commonly this was simply placed into a vertical holding fixture and a drill press was used. This can result in misalignment of the mounted barrel and may be a root cause of feeding troubles, and failure to be able to properly tighten the barrel mounting collar. The rear barrel holding ring/feed ramp assembly will also have to have the entire ring structure milled off flush with the upper surface of the feed ramp, duplicating the SMG ramp contours, to avoid bolt face contact. Once these two operations were performed, an SMG barrel could be simply replaced.
The selector lever block in the top inside shelf of the trigger housing frame was also installed by the same locating tab method, as employed on the blocking rail in the upper receiver. The correct method to remove it was a simple milling operation, though other torquing/shearing operations were commonly utilized. If the block was not fully removed flush, or if any remnants of the weld are left, there may be interference with the elongated right-angle finger of the selector lever that prevents smooth operation of the disconnector function and subsequent improper semi-auto functioning. So, to do a proper conversion, one must completely remove the select lever block, as some improper conversions merely attempted to notch, or cut out, instead of fully removing the block, and a sticking or troublesome selector lever can usually be traced to this. An SMG selector lever is the ideal way to complete a fully correct conversion, and this can be simply exchanged, although the majority of conversions probably used modified semi levers (note: there are two different SMG selectors available – later production ones have the safety tang, early military ones do not.). The semi-auto select levers were modified by adding the third detent, and these detents may give trouble if not properly done. Check for correct depth and spacing as compared to the original two semi-auto only control positions if the selector will not engage the full-auto position smoothly and firmly. A correct job will have the third detent milled, as the factory did, and not hand cut or ground out.
As discussed above the remaining operation to the trigger housing was remarking of the housing exterior for the third selector detent position after it had been milled, cut, or stamped into the housing exterior. The exterior of the trigger housing is where it is easy to tell the care and professionalism, or lack thereof, that went into the conversion. The remarking of the housing for the third detent position can vary from either indistinguishable from factory, to sloppy and badly mismatched. A cold chisel and hand stamp, held by hand and eyeballed, was often the preferred method. The best conversions will have utilized a professional stamping fixture with a font-matching stamp to duplicate the lettering already existing in the other two positions, combined with welding up of the old fire position F, and restamping of the now required R for the semi-auto detent position. Some conversions may simply have had the entire semi-auto unit replaced with a surplus factory SMG type trigger housing, which should be unaltered except for the required modification to the mounting pin holes of the SMG trigger housing. If the original semi-auto sear was exchanged for an SMG sear, with the full width fingers, the sear clearance holes in the bottom of the upper receiver will need to be enlarged to SMG spec for proper clearance. The difference is slight, and many were not properly enlarged as required. For reliable operation with the SMG sear it is necessary to enlarge the holes.
“..Group Industries guns were offered from the factory in .45ACP and .22LR calibers in addition to the standard 9mm..”
The top cover modifications, required for the SMG open bolt installation as discussed above, will most likely have been accomplished by a simple replacement and exchange of the semi-auto original cover assembly for a surplus SMG, ratcheting type unit. This would be considered the most desirable method for this assembly, though modified semi-auto units are also common and perfectly acceptable, though less military looking.
The final aspect of the conversion is the installation, a drop in job now, of an original solid face, SMG style open bolt and its attendant recoil spring and buffer assembly. This bolt should already come equipped with a wide-lip SMG style extractor claw, but if not it should be exchanged for one.
With a complete exterior refinish, this is the ideal state of conversion in a complete conversion of the semi-auto carbine into as near as possible a clone of the factory produced, select fire, open bolt, SMG original, save for the mounting pin holes for the lower trigger housing and the semi-auto model A/B markings. These trigger housing pinholes and the receiver markings could have been altered if a registered receiver gun was remanufactured by a Class II manufacturer, but conversions using registered bolts cannot alter the receiver or its factory markings. As can be readily seen, since there exist such a wide range of possible conversions out there, respective values also vary widely. Most desirable would seem to be a fully converted registered receiver gun exhibiting all the alterations to render a near perfect copy of the factory SMG. These guns, circa early 1998 prices, are fairly priced in the mid to high $2000s for excellent condition guns with a known pedigree originally done by reputable sources, to the low $1200 range for a no-pedigree gun with mechanical or major aesthetic problems. Value increases with higher content of SMG style parts, or modifications to accept those standard parts. Registered bolts are fairly priced from $500-$1000 alone, depending on manufacturer and condition, and materials and methods used for manufacture. A complete bolt gun will depend upon the host semi-auto guns inherent value and whether any additional allowable alterations exist. These could command as a package anywhere from the low $1000s to the mid $2000s. As a general rule ANY bolt gun is worth less than a registered receiver conversion of comparable condition. Though, if you happen to run across one of the few very early conversions, those that fall under the heading of anomalies, such as those that contain a NFA registered selector lever, or are a registered receiver gun with a grandfathered un-registered slotted bolt, judgment will have to be used as to value based upon overall condition and the wear and tear on the registered part(s). Negotiations are in order, as there is simply no definitive value basis.
Hopefully now, with an understanding of the myriad definitions extant of the Conversion Uzi, a clear picture can be drawn of the complex nature of this particular class of civilian legal NFA firearm and its convoluted path to the marketplace and firing lines across the country. While there exists a large variance in this class of guns, it is also nice to know that they represent a solid value for the collectors money, while being easy to shoot and service, as spare parts and accessories are abundant and inexpensive.
| This article first appeared in Small Arms Review V1N8 (May 1998) |






