


By William R. “Bob” Bishop
Many SAR readers have wondered over the past five years what ever happened to the lot of Group Industries registered Uzi receivers that were sold at the Group Industries auction. Did someone purchase these valuable pieces of ordnance and “sit on them” until market conditions changed and a huge profit margin become realized?
Not really.
They were bought by Ralph Merrill, President of Vector Arms, and it simply took this long to find a high quality source of new parts to build them up into a finished product. He has finally done so and is now selling them on the fully transferable C3 market. As there has been so much talk about the Vector Uzi, this article will answer many questions by providing a detailed history, evaluation and test of a regular production version…no special “hand finished” ringers here! The standard of comparison will be the world famous IMI 9mm Uzi.
Finally, let me take all the suspense out of your mind. I have carried an Uzi in a war zone for months (1996-97 in Bosnia, Croatia and Serbia) and also own the IMI version. While not being a total expert, I do have sufficient knowledge and real world experience to fairly test/evaluate one. Saying this, and with no financial interest in Vector Arms, I can unequivocally state the tested Vector Uzi is the finest one I have ever used. Period.

Birth of the Receiver
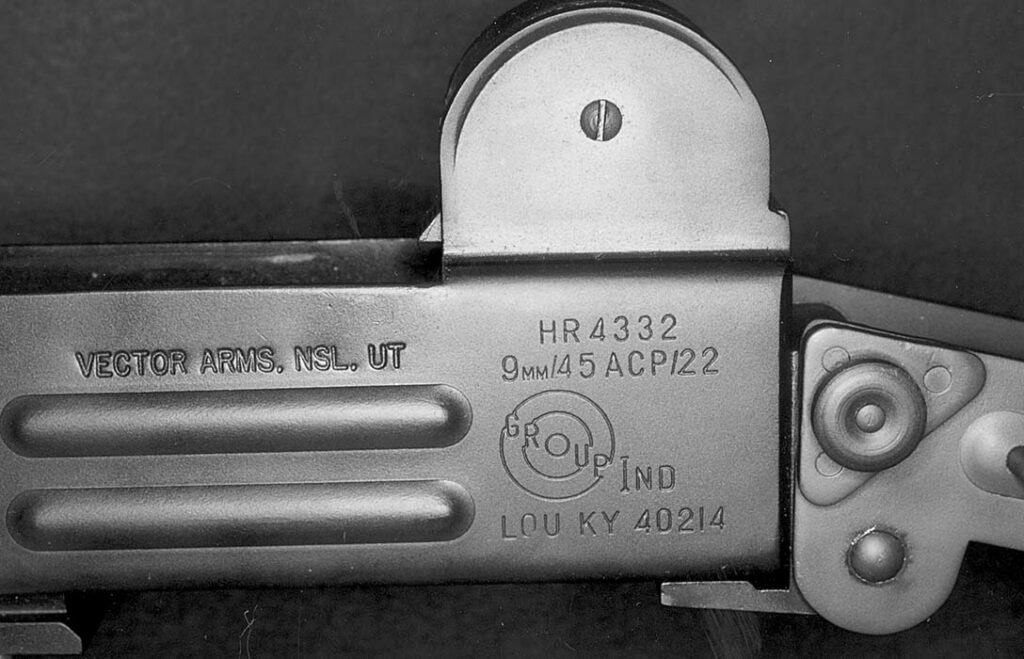
The heart of the Vector Uzi is its registered receiver. These started life in 1985-86 when the flats were stamped and folded by Michael Brown, at that time the President of Group Industries. This company had gained a reputation in the 1980’s as a converter of the semiauto IMI Uzi into select fire. As the price of the IMI Uzi increased and the supply became spotty, Michael conceived the idea of making his own US-version and not being dependent on a foreign supplier. Further, he would be able to directly influence the quality and end up with a superior product. As an inside joke, the Group Industries Uzi’s were engraved with the model number HR4332. Mike selected this number as it was the House of Representatives law enacted in May, 1986 which banned newly-manufactured machine gun ownership by private citizens.
To gain additional funding for this very ambitious project, Michael teamed up with Roger Small, head of Scattergun Technologies (And the old Automatic Weapons Company). Roger agreed to partially fund it for approximately $250,000 providing he (Roger) received specific delivery schedules and exclusive distribution privileges.
In the end, Group Industries could not meet the agreed upon terms and Scattergun Technologies sued for breach of contract. After a prolonged length of back and forth moves from both sides, Scattergun Technologies finally won a judgment against Group Industries in 1993. Meanwhile, Group sought protection from its creditors by filing for several reorganizations under Chapter 11. This only temporarily prevailed, however, and in early 1995 the creditors ordered the assets to be liquidated under Chapter 7. An auction was held on 24 August 1995 the likes of which has rarely been seen before (MAC auction in 1976) and probably not since.
Among the many items up for bid included forming/stamping dies, boxes of parts, several full automatic weapons, one WWII WC24 command car, two M5A1 light tanks and 3318 registered – and fully transferable – Uzi receiver frames. There were nowhere near enough spare parts to complete these valuable receivers and some people wondered if the buyer had bought the proverbial “pig in the poke”.
The mysterious high bidder was #221 who paid $265,000 for the 3318 Uzi receivers along with an additional 109 Post-86 DS receivers. Including the 10% buyer’s premium to the auctioneer, the total bill was $291,500; this meant the unit cost for all 3427 receivers was $85.06 each. The buyer’s name was Marcos Garcia and he was the representative for one Ralph Merrill…President of Vector Arms.
Now that Vector Arms had just entered the Uzi market in a big way, Ralph had to figure out: 1) where to access a very large supply of new parts to complete these 3318 fully transferable receivers; and, 2) where to find a production facility to assemble the Vector Uzi? These two items became a world class nightmare.

Sourcing of Parts
Ralph first contacted Israeli Military Industries (IMI) in January, 1996, to inquire about the parts/production necessary to finish the receivers. Though their Uzi production lines had been shut down several years earlier when moved from Tel Aviv, it was expected that substantial numbers of parts would remain in inventory and thus be available for Vector’s use. Incredibly, IMI had none available as they had been sold off or consumed by the world market. Further, they were not interested in reopening the production lines for a relatively few number of SMG’s.
In February, 1997 he contacted the other major Uzi manufacturer – Fabrique Nationale (FN) of Herstal, Belgium. FN had been famous for years regarding its high quality manufacturing processes and had supplied numerous military/police forces of several nations. Unfortunately, as with IMI, no parts or production services were available. Their production line had been shut down in the 1980’s and the ability to restart it was not economically feasible as tooling, jigs, dies, etc. had been sold, transferred or outright destroyed.
During March, 1997, Ralph contacted Distraco SA (IMI-Europe) headquarters in Brussels, Belgium. He hoped they possessed a suitably large inventory of spare parts and the supporting production facilities to finish the Group Industry receivers. This, too, was fruitless. They did have a good number of parts but could not support any Uzi production. Distraco SA could install parts and repair existing firearms but did not possess the facilities to perform initial buildup of the receiver. The equipment needed to install barrel trunnions, rear plates, sight brackets, etc. did not exist.
At this point, Ralph felt pretty down. It appeared he would have to undertake the exact events which led to Group Industries’ downfall…1) set up his own production facility; and, 2) make the parts himself. Technically it was feasible, but financially it was a prohibitive process. Thus, in the Spring of 1997, it was decided that Vector Arms would set up their own production facilities in Utah (more on this later). Further, as this would push them to the limit, the location of existing new Uzi parts was now imperative.
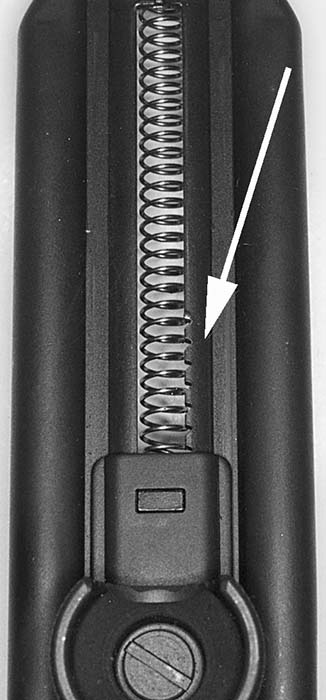
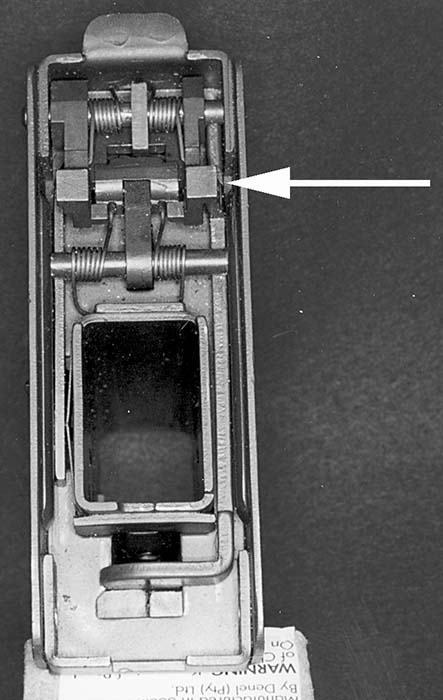
Closeup of the ratcheting top cover assembly. The ratchet teeth (arrow) are an essential safety feature all select fire Uzi’s must have.
And then luck smiled…
In July, 1997, Ralph heard that South Africa could be a salvation regarding parts. During the late 1970’s the Pretoria-based firm of Lyttleton Engineering had quietly manufactured thousands of Uzi’s to supply South African forces engaged in the Rhodesian war. Upon conclusion of this war and creation of Zimbabwe, the demand for these Uzi’s had ceased. Consequently, over 5000 brand new Lyttleton-made SMG’s were carefully stored in a South African warehouse. Yes, the government would sell them but was not interested in dismantling them into parts kits – someone else must do that. Negotiations to acquire these new Uzi’s and get them stripped down would take the next 1 1/2 years.
An Uzi is comprised of 85 parts and the Lyttleton Uzi’s could provide 77. This is because the balance (7, not counting the receiver) are welded/built into the receiver in such a way that they would be destroyed during removal. Thus, where to acquire the barrel nut latch housing, front sight bracket, bayonet lug, foregrip lug, pistol grip lug, rear plate and rear sight bracket? Perhaps a final foreign trip could locate these seven missing parts.
In September, 1998, Ralph visited the Croatian firm of RH-ALAN, which was producing an Uzi clone – the ERO 9 – and amenable to providing the seven missing parts. But…they wanted $500,000 to do so. Additionally, some of these parts were investment cast and somewhat suspect regarding long term use/wear which the American shooter would expect of a “new production” fully transferable SMG. Ralph thanked them very much and decided he would make these seven parts himself. There was no other solution.
At this same time in September, 1998, the South Africans finally shipped the 5000 Lyttleton Uzi’s to Switzerland where they were carefully disassembled into the necessary 77 parts by a respected Swiss firm. The US import permit was easily approved and the first 60 kits landed in Utah via Delta Airlines in February, 1999, with the bulk arriving by sealift in May.
After four years of diligent searching, Vector Arms finally had 77 of the 84 new parts they needed. Now, they were going to make the additional seven parts themselves and set up full production facilities.
Vector’s Manufacturing Process
As mentioned earlier, Ralph had decided in the spring of 1997 to set up production facilities himself when IMI and FN did not come through. To learn how to make an Uzi, he located Mike Brown and asked him to conduct an “Uzi school” and teach how it is done. As Mike had remained true to the product and wanted “his” Uzi’s to be completed and distributed to the American market, he agreed to take Ralph under his tutelage. If Group Industries was dead, then Vector Arms would finish the job.
Over a ten-day period in the summer of 1997, Mike taught Ralph everything there was to know about correctly building an Uzi. From the initial stamping to the final finishing, he covered it all. To validate his skills, Ralph built ten Uzi’s and had Mike carefully examine each one. They were equal to, or better than, those of IMI and FN. In fact, the Vector Uzi is built to the highest commercial standards and exceeds that of any milspec version. Surface finish is much finer, edges are carefully deburred, welds are correctly dressed down, forming marks left by the stamping dies are removed via special tooling, etc. After Ralph graduated the school he went back to Vector Arms and taught his crew how to do it to commercial standard.
With this production knowledge and the 77 Lyttleton-made parts in hand, Vector Arms manufactured their own seven parts to complete the set. The rear sight bracket is formed from 14-gauge steel with a stamping die formerly owned by Group Industries. Also, stamping dies were built to form the front sight bracket, while the remaining five parts were machined via CNC equipment from a steel billet. At long last, the registered receiver and all 84 parts necessary to make a true Uzi were available.
Let’s see how Vector Arms does it.
As the heart of the Vector Uzi, the raw receiver is CNC machined in several areas to bring it into proper specification. Group Industries initially stamped them slightly oversize, therefore, the front and back are slightly shortened while the top is milled down a bit to reduce the receiver’s height. Also, the distance between the front/rear sight ears is adjusted to permit proper fitting of the top cover. These operations are all done on a CNC mill which is equipped with a special anti-vibration fixture. Once completed, all edges are deburred via stoning.
With the receiver now in tolerance, it is time for welding. The bayonet lug, foregrip and pistol grip lugs, barrel trunnion, barrel nut catch housing and butt plate are all TIG welded into position while using special holding fixtures to assure correct placement and 3-axis alignment. Once completed and passing inspection, the front and rear sight brackets are then fixtured in place and spot welded.
With this work completed, it is time for another inspection followed by extensive weld grinding and polishing to bring the entire receiver up to commercial standard. No jagged edges, globs of weld, non-square corners, etc. All are brought up to the highest standard possible. Then, the front and rear sight holes are drilled out on a press and tapped with the appropriate threads. The final work on the receiver, before the first grit blasting and heat treating, is the riveting of the sling swivel to the left side. This is done via a special support fixture and pneumatic riveting equipment. Now, time for case hardening.
The Group Industries receiver is unique among all those produced by IMI, FN, Lyttleton or RH-ALAN: it is case hardened. When a typical Uzi is used over a very long period of time the rails on the bottom of the bolt may wear longitudinal grooves into the receiver. This can lead to incorrect stripping/chambering of the cartridge, alteration of sear release geometry, etc. Mind you, we are talking about a lot of firing being done to achieve these grooves, but, it can happen. As the receiver is the registered part, Vector wanted to make sure it would not wear out. The bolt can be replaced, not so the receiver.
To harden the Vector receiver via a carburizing process, it is first placed in a special oxygen-free oven at 1500F and then exposed for four hours to carbon gas. This penetrates the metal surface to a depth of .015”. Then, it is quenched in oil to bring the receiver hardness towards 60C on the Rockwell scale. As this is too brittle, it is then tempered to bring the hardness down to the acceptable range of 35C. By doing so the skin of the receiver is hard (resists wear) while the interior is relatively soft (absorbs shock). Even though normal Uzi receivers are noted for their toughness, this receiver is simply not going to wear out.
A little known fact is that the Uzi ejector is also heat treated. The Vector Uzi ejector is of a higher Rockwell number than the receiver, therefore it is pneumatically riveted in place after the receiver is hardened. Once this is done, it is time for finishing.
The parkerized finish of the Vector is first class and bears special examination. After grit blasting the Uzi receiver/parts with #80 aluminum oxide grit to remove hardening scale (receiver) and existing finish (the parts), it is then dipped in a low flashpoint Stoddard solvent cleaning tank to ensure all grit dust and contaminants are removed. Next, it is transferred to the Parco Lubrite #2 parkerizing tank and immersed for 15 minutes at 205F. When removed, the acid is neutralized via dipping into a hot water wash tank; when brought out of this tank the heated metal rapidly air dries itself. Finally, everything is dipped into a tank of light oil so the parkerizing’s crystalline structure will readily absorb the petroleum and provide the necessary protective surface.
The final step in production is to carefully assemble all the parts into a Vector Uzi, gauge/examine it for fit of parts, smoothness of action, etc. Firing tests are done by doing a full magazine dump; particular observation being paid to the functioning of the first and last rounds as this is where the greatest malfunction chance occurs. Upon passing these tests it is then cleaned up and boxed into inventory.
Evaluation of the Vector Uzi
The Vector Uzi is an Uzi….there is nothing new or unique about it since the IMI version first emerged in 1951. It fires from the open bolt, while cyclic operation is based on the blowback principle. As it is a select fire weapon, the safety lever located by the right thumb of the firing hand allows Auto-Repetitive-Safe operation. The Vector Uzi uses the traditional A-R-S markings are seen on many IMI and most FN versions.
Starting from the front and moving backwards, the first item to observe is the barrel itself. It is 10.2” long and has a 4-groove RH twist of 1:10. The chamber has been cut slightly larger than that of the IMI semiauto carbine as it must handle rapid cycling of the brass cartridge case. This one modification alone will solve a number of mysterious cycling issues. The barrel is not chrome lined and thus the firing of corrosive ammo must be followed up immediately with a good hot soapy water scrubbing and appropriate oiling
The next item is the ratcheting top cover. This is exactly what late production IMI/FN full auto Uzi’s used and is a key safety component. Since the Vector fires from an open bolt, anytime the bolt slams home and there is a round in the chamber and/or magazine it will fire. This is inherently unsafe and requires this special top cover. The cocking knob is directly attached to the ratchet assembly, which contains a small pawl. When the knob is pulled back to cock the bolt, the pawl clicks against the ratchet teeth and will not let the bolt slide home if it is accidentally released before the sear can engage the trip ledge. Thus, this overcomes a major safety concern of all open bolt firearms. Ralph did the right thing by insuring his Uzi has a ratcheting top cover.
Next up is the Vector pistol grip assembly. As earlier, this is directly from the IMI design and will interchange freely with their equivalent SMG assembly. The selector lever on the Vector pistol grip assembly is the traditional A-R-S version. When moved to the rear detent, it is on safe. One click forward is repetitive (semiauto) and a final click forward is full auto. The thumb grip safety is retained and adds further security when handling the weapon. Once you are used to achieving a proper firing grip it falls quite naturally to hand.
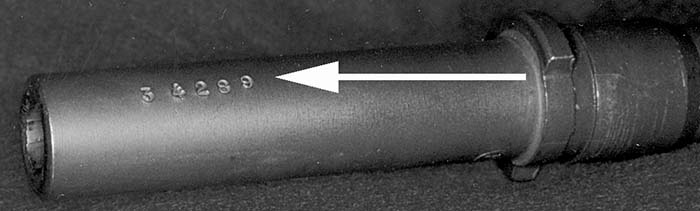
The Vector bolt deserves special attention. With the proliferation of the 950 B&G Machine registered bolts, some visibility has been given to what kind of bolt an Uzi has and its method of construction. As most B&G bolts were hurriedly investment cast of 8620 steel this led in some cases to problems during cooling with dimensional integrity. This is not the case with the Vector bolt. It was machined from high grade 4140 billet steel then carefully hardened and quenched. With normal (and some abnormal) use it will last for the life of the Uzi. The extractor which comes with the bolt is the “wide lip” SMG type and achieves a very firm grip on the brass case. A final note of interest: close examination behind its ejection cutout will show a “Circle P” stamped proofmark. This indicates the Pretoria arsenal where it was made…quality parts meant for use in a very dirty African war.
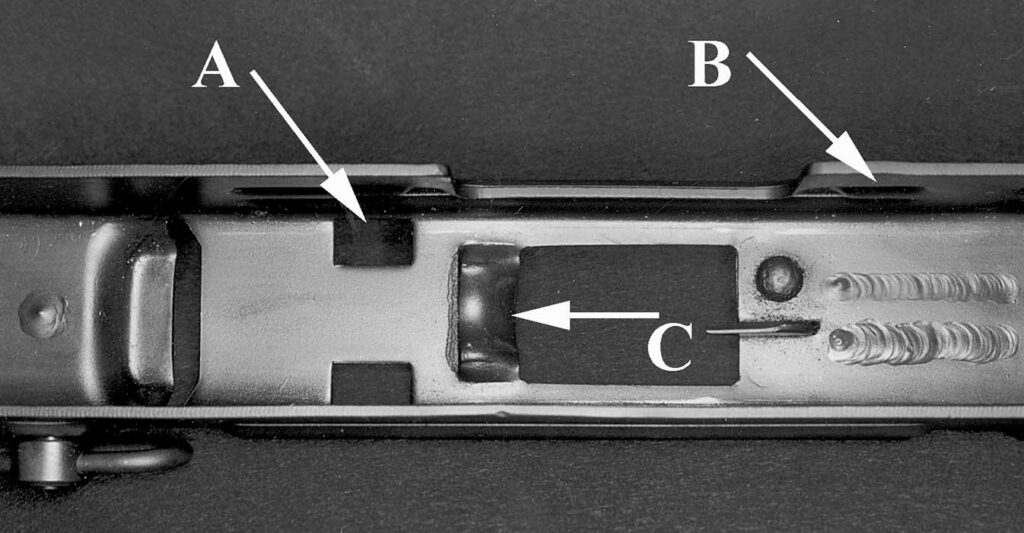
Unlike registered bolt guns, the registered receiver Vector does not have a bolt blocking rail. Also, it has the taller SMG ejector which gives a very positive kick to the case during extraction. The feed ramp does not carry the barrel restrictor ring as found on IMI semiauto carbines. The feed ramp also does not support/interfere with the chamber end of the barrel in any way….it simply and reliably guides the cartridge into the barrel. The front and rear sights are exactly as found on the IMI SMG and Model A carbine. This means a special front sight adjusting tool (widely available) is needed to make aiming corrections. Finally, the folding stock is exactly as found in the IMI version. It is hinged in two places to allow breaking down and locking forward under the receiver.
Looking down into the Vector pistol grip assembly. Key item to notice is the large sear pads (arrow) indicating a true SMG sear…not the smaller pads of a semiauto sear.
Testing of the Vector Uzi
The unloaded Vector Uzi weighs 7.8lbs and is 25.5” long with the stock open, and 18.5” with the stock collapsed. The barrel is 10.2” long and retained via the large barrel nut which screws down over the mounting flange. Sights are the exact same as the IMI SMG and Model A, with a 100/200m rear flip sight and windage/elevation adjusted through the eccentric front sight. The plastic furniture is optionally green or black. The black plastic grips which came with the evaluation model had been in storage for many years and did not have the substantial appearance of the IMI grips. However, Vector Arms has now contracted with Prestige Plastics, of Louisville, KY, for a large production run of very high quality furniture. These newer grips are currently available and look beautiful.
Firing the Vector is exactly the same as the IMI Uzi. Squeeze the thumb safety on the back of the pistol grip assembly. Pull back on the large cocking knob and listen to the ratchet assembly lightly click its way through the top cover teeth. When it strikes the rear of the slot, let go and the knob will spring forward while the bolt is held to the rear by the sear pads. Place the selector switch on “S”. Insert the 25-round magazine into the mag well opening and snap it into place. Take up a good shooting position and ensure the backstop is appropriate. Sight on the target, squeeze the thumb safety with the web of your hand and slide the selector switch forward to either “R” or “A”. Press the trigger and the fun will immediately begin.
The Vector Uzi cyclic rate is the same as the IMI SMG – approximately 650rpm. You will feel each individual round as it goes off and can easily traverse your fire to match the target(s). The muzzle of the Uzi will lightly rock up-and-down as the heavy bolt reciprocates. After the 3-4th round of a burst is fired it is easy to adjust impact and bring the rounds back into the target. Yes, the Uzi is a second generation SMG and it is heavy when compared to newer competitors…big deal. This increased heft smothers the 9mm recoil and gives a very high feeling of user confidence.
My test Vector exhibited only two minor problems as received: the black plastic grips which have since been corrected; and, one locknut from a handguard screw fell off. The locknuts are difficult to screw all the way down as they must be tightened with a small spanner wrench. After a lot of firing the vibration may cause the nut to back off until it falls out. Vector Arms immediately replaced it with a new one after a quick phone call; a homemade tool is simple to fabricate and will eliminate this problem which affects all Uzi’s. My personal IMI SMG has also dropped one or two.
That was it…the Vector Uzi functioned flawlessly after firing over 2,000 rounds – without ever being cleaned a single time!

Warranty and Accessories
The first Vector Uzi was shipped on May 25, 1999. Including that very first one, they come in a sturdy cardboard box with a 25-round magazine, owner’s manual and warranty card. The warranty card really catches your interest as it covers the SMG for one year on materials and workmanship. When was the last time a fully transferable C3 firearm came with a warranty?
Accessories for the Vector Uzi cover the full range of options. Original IMI wooden buttstocks, a very well done vertical foregrip, .45ACP conversion kit, BFA, bayonet, front sight wrench, cordura nylon assault case, etc. are all available. Perhaps the one option which every Uzi owner should consider is Vector’s soon-to-be released .22RF conversion kit. During my conversations with Ralph he stated that it will drop in and function with both registered receiver AND registered bolt Uzi’s.
Another option being offered is a suppressor which is licensed from a world famous Swiss firm and made here in the US. It features CNC machining of the internals and thus allows operator disassembly/reassembly with little fear of resulting misalignment. For ease of use it replaces the barrel nut and requires no barrel modifications. Cost is $450 for 9mm and $475 for .45ACP.
Finally, Vector Arms will work on your Uzi even if they did not make it. If you need a tuneup or major rework, Ralph can do it…this includes case hardening your own receiver. Further, ATF allows registered bolt owners the option to remove the barrel restrictor ring, align bore the barrel trunnion to fit SMG barrels and enlarge the receiver sear openings. The cost is typically $30 per operation. So, for about $100 Ralph can upgrade your registered bolt Uzi to take advantage of cheap SMG barrels and full auto sears with their larger pads.
Conclusion
Ralph Merrill and Vector Arms have truly created the ultimate Uzi. It is superb in both material and workmanship. For $2995 you can own a fully transferable SMG which has a very well equipped manufacturer standing behind it. The range of optional accessories is most heartening, and the new products coming out such as the .22RF conversion kit and multi-caliber sound suppressor are quite impressive.
Vectors Arms has created a first class piece of ordnance and now us fellow C3 enthusiasts can emerge as the real winners…give Ralph a call!
When you do, ask about the upcoming 72-round Suomi drum for $295 and the 240 fully transferable Mini Uzi’s, and…watch their website.
Vector Arms
Attn: Ralph Merrill
Dept: SAR
270 West 500 North
North Salt Lake, UT 84054
(801) 295-1917
www.vectorarms.com
| This article first appeared in Small Arms Review V3N12 (September 2000) |






